 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Жаңалықтар - Dongying Haorun Chemical Co.,Ltd.")
Бізге қоңырау шалыңыз
+86-13906474940
Бізге электрондық пошта
sales@tenachtyre.com

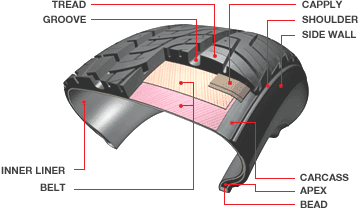
Шиналарды өндіру процесіндегі жалпы сапа ақаулары және олардың себептері (1)
Жалпы сапа ақаулары және протекторды басу себептері
1. Беттің кедір-бұдырының пайда болу себептері: жылумен өңдеудің төмен температурасы және біркелкі емес термиялық өңдеу; Экструзия температурасы тым төмен; Резеңке жағу; Басу жылдамдығы тым жылдам, байланыстыру құрылғысының жылдамдығы оған сәйкес келмейді.
2. Протектордың ішінде ауа саңылауларының пайда болу себептері: шикізатта жоғары ылғалдылық немесе ұшқыш заттар; Ауаның енуімен дұрыс емес жылу тазарту процесі; Экструзия температурасы тым жоғары; Басу жылдамдығы тым жылдам, ал желім жеткіліксіз.
3. Протектор бөлігінің өлшемдері мен салмағының талапқа сай келмеу себебі - экструзия пластинасының дұрыс орнатылмауы; Ауыз пластинасының деформациясы; Термоөңдеу температурасын және экструзия температурасын дұрыс бақыламау; Біркелкі престеу жылдамдығы немесе байланыстырушы құрылғының дұрыс үйлестірмеуі; Басудан кейін салқындату жеткіліксіз; Жылу өңдеудің жеткіліксіздігі.
4. Күйіп қалудың себептері: резеңке формуланың дұрыс құрастырылмауы және күйдірудің нашарлығы; Жоғары термиялық өңдеу және экструзия температурасы; Машина басында желім жиналуы, өлі бұрыштар немесе салқындатқыш судың бітелуі бар; Желім беру үзіліп, бос вагон материалдарға кептеліп қалды.
5. Шетінің сыну себептері: резеңке материалдың жылумен өңделуінің жеткіліксіздігі және төмен пластикалығы; Резеңке жағу; Протектор профилінің шетіндегі шағын немесе бітелген күкіртті резеңке ауыз; Машина басы мен ауыз тақтасының төмен температурасы
Сұрау жіберу


X
Біз cookie файлдарын сізге жақсырақ шолу тәжірибесін ұсыну, сайт трафигін талдау және мазмұнды жекелендіру үшін пайдаланамыз. Осы сайтты пайдалану арқылы сіз cookie файлдарын пайдалануымызға келісесіз.
Құпиялылық саясаты
Жаңалықтар
 Жүк шиналарының сипаттамалары туралы не айтуға болады?2021/05/20
Жүк шиналарының сипаттамалары туралы не айтуға болады?2021/05/20Ол жүк көлігі, жүк көлігі немесе жеңіл автомобиль болсын, шинаның мөлшері бірдей, көлденең қиманың ені мен тегіс қатынастың пайыздық үлесі ретінде миллиметрде. Қосыңыз: шиналар типінің коды, шеңбердің диаметрі (дюйм), жүктеме индексі (рұқсат етілген жүк сапасының коды), жылдамдықтың рұқсат етілген к......
 30 және 50 тиегіштердің доңғалағының қысымы қандай?2021/05/20
30 және 50 тиегіштердің доңғалағының қысымы қандай?2021/05/2030 және 50 тиегіштің шиналарының қысымы сәйкесінше 0,32-0,34MPa және 0,28-0,30MPa құрайды.